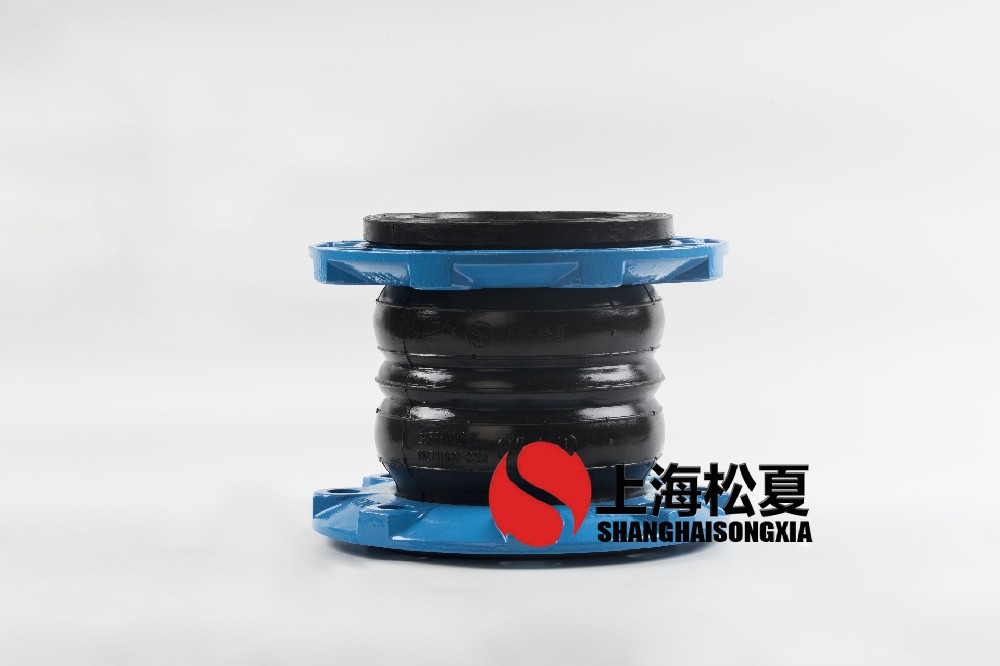
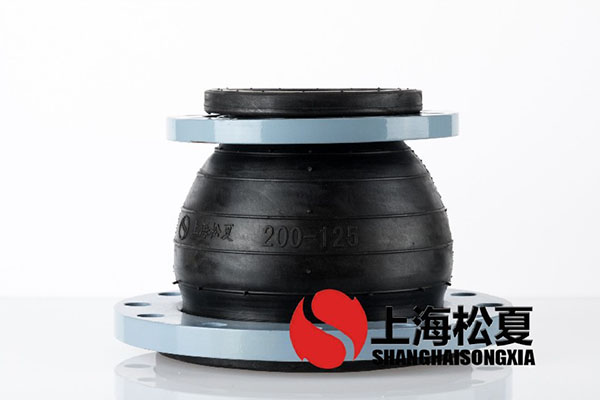
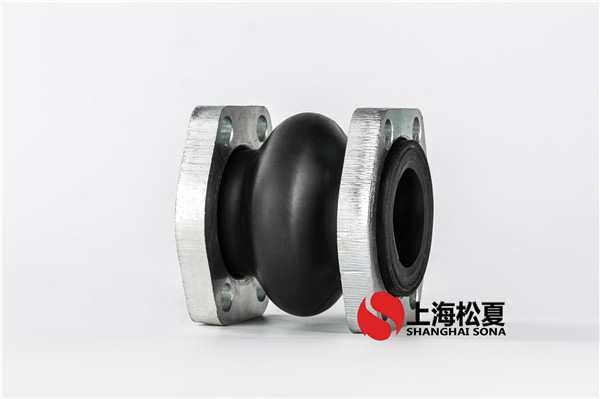
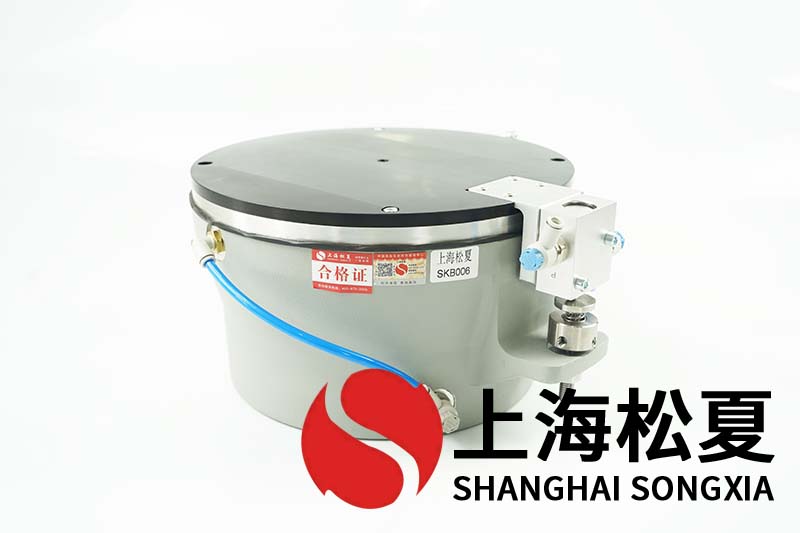
上海松夏減震器有限公司是一家集研發(fā)、制造、銷售���、服務(wù)于一體的綜合性企業(yè)�,公司始于1987年����,最早專注給國企提供配套產(chǎn)品及生產(chǎn)各類橡膠制品以及金屬制品。目前總部位于國際大都市中國上海���,制造工廠分別位于兩大長三角洲中心城市江蘇南通和浙江湖州��。占地面積分別是10000㎡和25000㎡�,企業(yè)現(xiàn)有員工300余人����,其中工程技術(shù)人員20名�,主要由中高級工程師、高級工藝師組成��。目前產(chǎn)品廣泛用于化工�、建筑、給水��、排水�、石油、輕重工業(yè)����、冷凍����、衛(wèi)生�、水暖、消防��、電力�、新能源等各大領(lǐng)域。公司主要產(chǎn)品包括管道補(bǔ)償器系列:橡膠膨脹節(jié)�、金屬補(bǔ)償器以及非標(biāo)定制的各類標(biāo)準(zhǔn)補(bǔ)償器等。設(shè)備隔振器系列:彈簧隔振器��、橡膠隔振器以及各類...
Read more